PowderCoat Max
Powder Over Hot Dip Galvanizing
When considering the advantages of the WJM powder coating process, it’s difficult to understand why anyone would choose a lighting standard with a liquid paint finish. An unwavering commitment to quality has led WJM to refine its factory coatings and has resulted in WJM’s innovative PowderCoat Max Process, featuring a powder coating facility located in Sugar Land, Texas, a suburb of Houston. This facility provides WJM with technology to provide factory finishing that is superior to any currently offered in the outdoor lighting industry. WJM was developed for outstanding weatherability, toughness, and architectural aesthetics. WJM is proud to say that the PowderCoat Max Process stands as the most sophisticated, decorative, and corrosion-resistant finish on the market.
SPECIFICATIONS | |
|---|---|
Gloss | ASTM D-523-60 deg 50% to 60% gloss |
Pencil Hardness | ASTM D-3363-2H minimum |
Impact Resistance | ASTM D-2794-160 inch lbs. forward/reverse |
Flexibility | ASTM D-522-180 deg bend over 1/4″ mandrel |
Adhesion | ASTM D-3359B – no lifting of coating |
Salt Spray Resistance | ASTM B-117-1000 hrs. in 5% solution at 95° F and 95% relative humidity produces no blistering and less than 1/16″ undercutting from scribe |
Humidity Resistance | ASTM D-2247-100% relative humidity at 100F for 1000 hours-no effect |
Weatherability | ASTM D-822-1 year south Florida exposure at 45° angle 91% of gloss retention |
Superiority
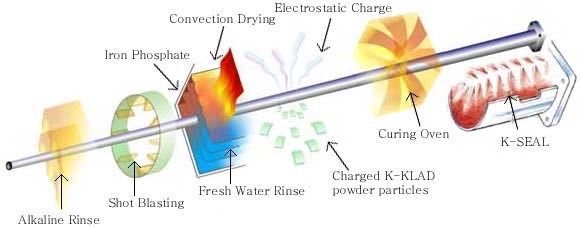
Process
Step 1 - Metal Preparation
Step 2 - Chemical Treatment
Step 3 - Powder Coating
WJM Powder Coating Process is a special powder coating formulated from a unique combination of polyester resins designed to exhibit superior outdoor weatherability, durability and gloss retention. WJM Powder Coating Process is applied with state-of-the-art electrostatic powder coating equipment to a uniform 8 mil finish. Charged powder particles adhere to the surface of the lighting standard to form a high molecular weight, fusion-bonded finish. Precisely controlled bake times and temperatures ensure complete bonding and dispersion of pigments and resins.
Step 4 - Internal Coating
The internal base-end of the pole is blasted, cleaned and powder coated for a minimum of 12 inches from the baseplate. The entire internal surfaces including powder coated area at the base-end are coated with a thermoplastic hydrocarbon resin system specially formulated for application over untreated steel surfaces. Its applied in a manner to ensure complete, uniform ID coverage to a thickness of 3 mils. The internal coating contains special corrosion inhibitors and is capable of passing 1000 hours of salt spray exposure (ASTM B-117).